
 聯系人:王總 13585000194 / 15861488616
聯系人:王總 13585000194 / 15861488616 網址:ludigang.cn
網址:ludigang.cn 地址:宜興經濟開發區袁橋路42號
地址:宜興經濟開發區袁橋路42號-
聯系我們
- 聯系人:王總
- 手 機:13585000194
- 手 機:15861488616
- 電 話:0510-85388408
- 傳 真:0510-85388408
- 網 址:ludigang.cn
- 郵 箱:sales@wxkbjx.com
- 502492439@qq.com
- 地 址:江蘇省無錫市宜興
- 經濟開發區袁橋路42號
合金切削刀座

底套管和刀座的安裝
1、套管材料
1)套管材質的選擇:對于一般沙土、樁長較短、負荷較輕的工況,套管可選用Q345B碳素鋼材料。對于需要切削塊石、孤石、障礙物、基巖或樁長較長的工況,套管應選用性能好的材料,如35CrMo合金鋼。
2)底套管壁厚的選擇:由于不同直徑的套管在施工過程中受到的摩擦阻力、回轉扭力不同,相同長度的樁,直徑越大,套管受到的摩擦阻力越大、承受回轉扭力也越大,因此,不同直徑的底套管對壁厚有不同的要求。
1、套管材料
1)套管材質的選擇:對于一般沙土、樁長較短、負荷較輕的工況,套管可選用Q345B碳素鋼材料。對于需要切削塊石、孤石、障礙物、基巖或樁長較長的工況,套管應選用性能好的材料,如35CrMo合金鋼。
2)底套管壁厚的選擇:由于不同直徑的套管在施工過程中受到的摩擦阻力、回轉扭力不同,相同長度的樁,直徑越大,套管受到的摩擦阻力越大、承受回轉扭力也越大,因此,不同直徑的底套管對壁厚有不同的要求。
| 套管直徑(mm) | Φ1000—Φ1500 | Φ2000 | Φ2500—Φ3000 |
| 套管壁厚(mm) | 25-30 | 30-40 | 40-50 |
2、刀座的安裝
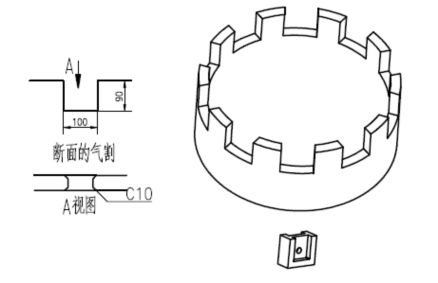
1)刀座溝的切割、加工:刀座溝的切割、加工的質量直接影響到刀座的焊接,因此,必須控制好刀坐座的切割、加工的質量,按下圖進行。
2)刀座的焊接:刀座溝切割加工好后,進行刀座的焊接,刀座的焊接應牢固,不得出現虛焊,焊縫高度不得超過套管的內外壁。
3)刀座的更換:如果刀頭一直使用到超過磨損限度,就可能導致刀座磨損。刀座磨損后容易使刀頭固定不牢,產生晃動,影響刀片的壽命和施工效率,這時必須更換新的刀坐。
1)刀座溝的切割、加工:刀座溝的切割、加工的質量直接影響到刀座的焊接,因此,必須控制好刀坐座的切割、加工的質量,按下圖進行。
2)刀座的焊接:刀座溝切割加工好后,進行刀座的焊接,刀座的焊接應牢固,不得出現虛焊,焊縫高度不得超過套管的內外壁。
3)刀座的更換:如果刀頭一直使用到超過磨損限度,就可能導致刀座磨損。刀座磨損后容易使刀頭固定不牢,產生晃動,影響刀片的壽命和施工效率,這時必須更換新的刀坐。
3、底套管的耐磨堆焊
在切削帶沙黏土、流砂、基巖、塊石、孤石等時,刀座和底套管的下端很容易磨損,因此有必要使用耐磨焊條對底套管外壁進行耐磨堆焊或者在外壁焊接一些耐磨性高的工藝筋。耐磨堆焊的作用不僅是減少套管的磨損,還能清除切削殘留,平滑孔壁,降低表面摩擦阻力。
在切削帶沙黏土、流砂、基巖、塊石、孤石等時,刀座和底套管的下端很容易磨損,因此有必要使用耐磨焊條對底套管外壁進行耐磨堆焊或者在外壁焊接一些耐磨性高的工藝筋。耐磨堆焊的作用不僅是減少套管的磨損,還能清除切削殘留,平滑孔壁,降低表面摩擦阻力。
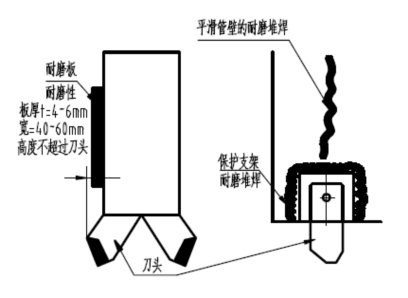
耐磨堆焊示意圖
1)堆焊焊條選擇
套管在旋轉下壓過程中,由于受到帶沙黏土、山砂、基巖、塊石、孤石的磨損和沖擊,因此應選擇適用于上述工況的耐磨焊條進行堆焊,如D237、D246耐磨焊條,提高底套管節的使用壽命。
D237鉻鉬釩鋼堆焊焊條,采用直流反接,堆焊硬度HRC:≥50。用用于堆焊受泥沙磨損和氣蝕破壞的水力機械、工程機械、礦山機械等的易磨損零部件的堆焊。
D246耐磨焊條,交直流兩用,堆焊硬度HRC:≥60 。用于堆焊常溫及非腐蝕條件下,帶有磨料磨損和沖擊載荷條件的零部件,如礦山、工程、農業、制磚、水泥、水利等機械的易磨損件。
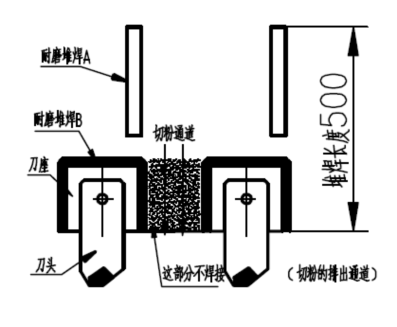
2)耐磨堆焊的位置
耐磨堆焊位置A處起著平滑孔壁上的凹凸起伏的、確保套管和孔壁的間隙、防止砂土在孔壁堆積的重要作用,堆焊層的高度不能高于刀頭的凸出量,以6-8mm為宜,長度控制在500mm以上。耐磨堆焊B處的作用是防止刀座磨損。
D237鉻鉬釩鋼堆焊焊條,采用直流反接,堆焊硬度HRC:≥50。用用于堆焊受泥沙磨損和氣蝕破壞的水力機械、工程機械、礦山機械等的易磨損零部件的堆焊。
D246耐磨焊條,交直流兩用,堆焊硬度HRC:≥60 。用于堆焊常溫及非腐蝕條件下,帶有磨料磨損和沖擊載荷條件的零部件,如礦山、工程、農業、制磚、水泥、水利等機械的易磨損件。
2)耐磨堆焊的位置
耐磨堆焊位置A處起著平滑孔壁上的凹凸起伏的、確保套管和孔壁的間隙、防止砂土在孔壁堆積的重要作用,堆焊層的高度不能高于刀頭的凸出量,以6-8mm為宜,長度控制在500mm以上。耐磨堆焊B處的作用是防止刀座磨損。
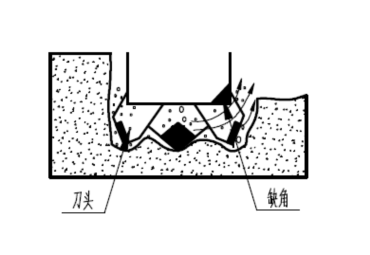
3)底套管的倒角
底套管進行切削特別是切削基巖時,如果排渣不暢,切削下來的渣料很容易在切削溝內產生堆積,造成力矩急劇上升,大大影響切削效率,降低施工速度。可以在底套管的下端開設倒角,讓切削渣料能夠及時排出,提升切削效率,進而提高施工速度。為了讓切削渣料能更好的流到套管內側,倒角選擇15-20度,為了防止倒角部分的磨損,倒角的部分一定要進行耐磨堆焊,提高其耐磨性能。
底套管進行切削特別是切削基巖時,如果排渣不暢,切削下來的渣料很容易在切削溝內產生堆積,造成力矩急劇上升,大大影響切削效率,降低施工速度。可以在底套管的下端開設倒角,讓切削渣料能夠及時排出,提升切削效率,進而提高施工速度。為了讓切削渣料能更好的流到套管內側,倒角選擇15-20度,為了防止倒角部分的磨損,倒角的部分一定要進行耐磨堆焊,提高其耐磨性能。
上一篇:50加強型合金切削刀
下一篇:旋挖套管


